-

- 濰坊煒樺冷彎機(jī)械制造有限公司
-
全國服務(wù)咨詢熱線:
18053628930
18053628930

熱門搜索:

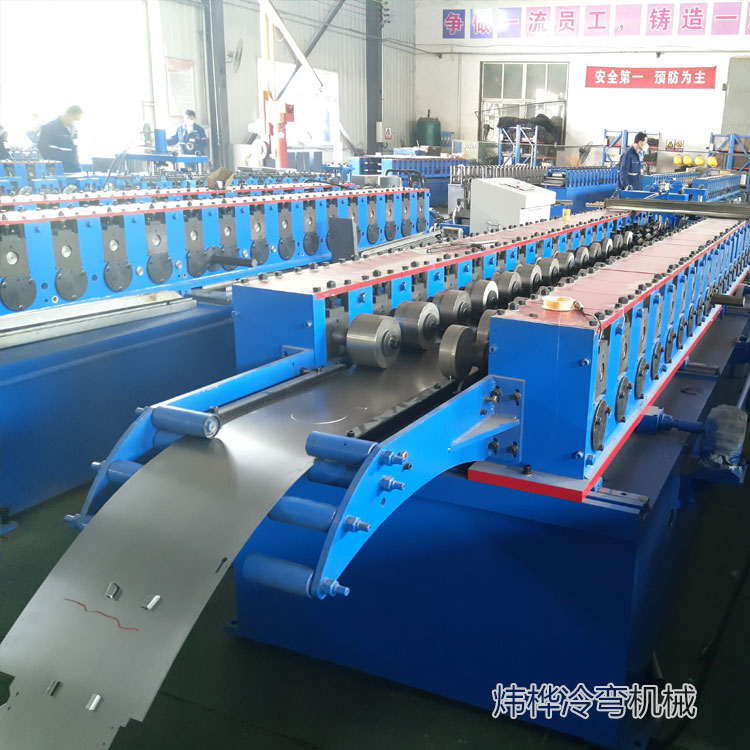


產(chǎn)品描述



您是第1656435位訪客
版權(quán)所有 ©2025-02-08 魯ICP備2022003181號-4
濰坊煒樺冷彎機(jī)械制造有限公司 保留所有權(quán)利.
技術(shù)支持: 八方資源網(wǎng) 免責(zé)聲明 管理員入口 網(wǎng)站地圖手機(jī)網(wǎng)站

微信號碼
地址:山東省 濰坊 濰城區(qū) 望留街道 濰城區(qū)西環(huán)路6388號山東科技職業(yè)學(xué)院
聯(lián)系人:王振友先生(經(jīng)理)
微信帳號:weihualengwan
設(shè)備 水表箱自動生產(chǎn)線 電箱成型機(jī)")
設(shè)備,消防箱成型設(shè)備,消防箱設(shè)備")
設(shè)備,配電箱成型設(shè)備,配電箱設(shè)備")
箱設(shè)備可以一次成型基業(yè)箱四邊箱體")
線設(shè)備 山東煒樺 光伏支架生產(chǎn)設(shè)備")
柜自動生產(chǎn)線 山東煒樺定制 保險(xiǎn)柜生產(chǎn)設(shè)備")
備 消防箱生產(chǎn)設(shè)備廠家 煒樺冷彎")
備 配電箱廠家 配電箱價(jià)格 煒樺冷彎")
設(shè)備可以生產(chǎn)多規(guī)格配電箱外殼")
線可以自動加工消火栓箱箱體")
線可一次成型消防箱箱體")